
We are continuously building on our digital and automation capabilities by fostering a culture of innovation. The digitisation of our ecosystem has been a significant undertaking that has helped in streamlining our operations, and we plan to continue investing in cutting-edge technology. This has helped us to define our way forward and enabled us to achieve significant growth and create sustainable value for our stakeholders.
By embedding sustainability as our core business objective, we at BALCO, are accelerating our growth through rapid adoption of digitalisation and advanced frameworks for maintaining our quality standards at an optimised cost.
Expenditure on R&D
Revenue from new products

In Quality Framework Assessment audit
Research and Development has laid up open innovation network in collaboration with CSIR, IITs and other research institutions. R&D team has made significant contributions in new product development, waste to wealth and process intensification in FY23. Notable among the achievements are the following:
Remarkable improvement has been achieved in development of deep drawing and anodizing grade AA3003 circles. New alloy chemistry design, optimising the homogenisation cycle, and finetuning both the hot and cold rolling schedules, along with the annealing cycle have been done to enhance the deep drawability of the material while also improving its anodizing response. By maximising the conversion of β-phase to stable α-phase, we were able to achieve a significant reduction in plastic anisotropy and a superior anodizing surface finish. Initially, we faced a 70% rejection rate due to tearing failure during the deep drawing operation and issues with anodising surface quality. However, our innovative process has now led to virtually zero tearing and anodizing quality issues at the customer’s end.
Our team also carried out a R&D project focused on removing iron from pure smelter grade aluminium through flux refining at the cast house. This inventive process has enabled us to reduce iron content by more than 200 ppm from smelter grade pure aluminiumas observed during trials.

Utilization of the Dross Slag: R&D team has developed a novel laboratory process for utilization of dross slag for manufacturing valuables like AlF3 and others. Also Basic Engineering package consisting of List of Equipment, Equipment Layout, Mass Balance, Energy balance and total CAPEX requirements have been prepared. sister company of Vedanta M/S Runaya has shown interest for setting up a Pilot plant.
Spent potline waste generated from the Smelters are hazardous in nature with the presence of cyanides and soluble fluorides which pose risk to environment. Shot blast dust is generated in the process of cleaning of spent anodes in Rodding shop contains fluorides making it compulsory for Secured land filling. R&D team has successfully developed process for recovering value products from the waste streams of both Spent pot line and Shot Blast dust. The recovered products like graphite and cryolite can be utilized in high end applications. Basic Engineering exercise consisting of List of Equipment, Equipment Layout, Mass Balance, Energy balance and total CAPEX requirements have been prepared for both the processes and Pilot plant of suitable capacity can be planned for the same.
High performance alloy wire rods with customised properties for improved energy efficiency, operational longevity and superior conductor functionality.

High quality aluminium circles with exceptional drawability and surface finish to meet domestic kitchen applications.

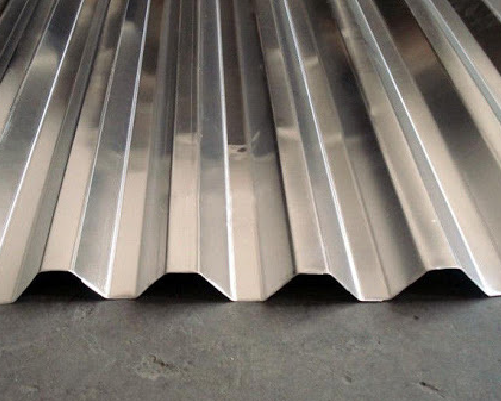
Innovative roofing sheets, tailor made for structural, automotive and marine applications.
The Company has adopted artificial intelligence-based technology to limit the risk of injury. We will use AI-based insights to ensure safety during the manufacturing process and remote safety surveillance 24X7.
Comprehensive AI models are created on cameras, sensors, edge devices and drone data which identifies and manages safety risks during the daily operations, construction projects, shutdowns and turnarounds. The AI-powered software also enables our in-plant monitoring team to collect real-time asset data for proper and timely decision-making.

The Company adheres to the Quality Management Framework, which aids in the alignment of policies and business plans, ensuring overall organisational improvements and stakeholder involvement. The Quality Management Framework assesses quality from the acquisition of raw materials through the delivery of completed items to customers.
In Quality Framework Assessment audit
As a quality-conscious Company, we are committed to conforming to all quality aspects, beginning with screening supply chain partners, processing products, the type of logistics appointed, the kind of advertising done, and finally the seamless delivery to consumers.
Our in-house metal lab has been granted NABL accreditation in accordance with ISO/IEC 17025:2017 in the disciplines of chemical, electrical and mechanical testing. Using multiple sophisticated testing processes, our internal team conducts various chemical analysis, mechanical and electrical tests on the materials to ensure quality of the materials and microscopic examinations are done to reduce defects.
Certified for International Standard for Automotive Quality Management Systems
BALCO is now Bureau of Indian Standards certified. We have BIS license for seven of our aluminium goods such as rolled products (sheets, plates, and plates for general engineering), wire rod, alloy ingot, EC ingot, and primary ingot.
in India to receive certification for Rolled products

in India to receive certification for Aluminium Ingot, EC Ingot and Primary Ingot.
We are the first organisation in India to perform Cold PoDFA (Porous Disk Filtration Apparatus) sampling and testing with our in-house techniques and arrangements. The testing has successfully qualified and ensured fulfilment of customer requirements. Now, BALCO, being the first lab in the country with in-house facility, have confirmed order placement based on the PoDFA results.
Lab in India with cold PoDFA facility for verification
At BALCO, we are dedicated towards taking calculated risks and implementing new and innovative solutions to overcome business problems arising due to the internal and external factors. We ensure constant monitoring of our manufacturing facilities through realtime status of the machinery utilised for production. In addition, we use predictive analysis to gain an early warning of a potential breakdown, allowing us to take appropriate action.
The CSOC is a comprehensive system designed to enhance our security posture through continuous monitoring, prevention, detection, analysis, and response to security incidents.
By employing skilled personnel, streamlined processes, and advanced technology, CSOC ensures a secure and efficient working environment for BALCO. Key features of CSOC include intelligence gathering, audit and governance, data analysis, surveillance, patrolling and security checks, incident management, emergency response, and asset management. The primary objectives are to coordinate responses to security incidents, monitor security posture, maintain security incident databases, reduce response times, provide alerts and notifications, manage traffic, train personnel, and conduct periodic audits and checks.
Usage of IR thermography technique for rise in temperature detection before fire and generates fire triggers (hooter) to Control room and CSOC
Certified for Information Security Management System (ISMS)
is a vital solution for us to safeguard our assets and maintain a secure working environment.
In addition to several rules, BALCO has department-specific authorisation on various digital platforms with varied responsibilities to ensure comprehensive security and privacy of personal data. Several controls and solutions, including role-based access control, data loss prevention software, data categorisation, and data labelling, have also been introduced. Workers are also given cyber security training on a regularly.
We have established a Desktop Security Policy whose features includes

BALCO strives to reduce external risks by implementing advanced digital solutions. We have automated the development of Goods Receipt Notes (GRNs) for parts, consumables, and commodities, as well as the preparation of Lorry Receipts (LRs) for delivering completed goods. This has resulted in increased efficiency, cost savings, environmental sustainability, improved accuracy along with easy record keeping and better customer service.
The development of an Integrated Vehicle Management System allows us to ensure the entry of the right carrier and contents. We also have a GPS system that tracks the movement of all inbound and outbound trucks carrying raw materials or finished goods. In addition, we have implemented online RGP (Returnable Gate Pass) and NRGP (Non-Returnable Gate Pass) to correctly trace materials or equipment leaving production plants.

Our aim is to transform the logistics industry by implementing an Integrated Transport Management System (ITMS) that will oversee both inbound and outbound vehicle movements. By incorporating ITMS, we intend to replace existing manual and disintegrated plant transport operations with a digitally enabled, automated solution. This approach will allow us to manage vehicle movement operations in an integrated manner, eliminating unwanted delays and increasing visibility. The scope of vehicle movements will encompass mines to plant, plant to plant, plant to customer, plant to depot, supplier to plant, trans-shipment, and contract vehicles.
The features of ITMS will be extensive, ranging from order management and load planning to fleet management and route analysis. By implementing this system, we will also be able to leverage business intelligence and analytics to further optimise our logistics operations. As we embark on this journey, we are confident that ITMS will not only modernise our processes but also provide a more efficient and seamless experience for our customers and partners.
We are striving to become a zero-waste organisation. With this objective, we are trying to incorporate technological interventions across all aspects of our operations. We use a digital platform for oil balancing extensively in our manufacturing process, which monitors the quantity of fresh oil used and, as a result, increases the oil recycling rate without incurring any loss.
We have a technology in place called the Advance Pattern Recognition system that predicts the potential of equipment malfunction and minimise its reoccurrence. In addition, the automated model aids in estimating the variation that may occur in the power schedule, causing power use to exceed the required amount. We can quickly address the concerns with these solutions, reducing our energy use.
Over the years, we have made significant strides in enhancing our manufacturing processes and procedures to minimise our environmental impact and embrace a more sustainable future. To achieve our eco-friendly goals, we have introduced several innovative projects. These include the application of Quinoline for mitigating hazardous waste exposure, repurposing rodding dust in GAP to decrease waste production, and implementing an automated syphon cleaning machine to ensure employee safety and time savings, among others. Collectively, these initiatives enable us to work towards a more sustainable and greener future.
At present, our factories consume 65 KL of HFO daily. By implementing the NEFS system, we can achieve significant savings due to its ability to enhance secondary atomisation, decrease emissions, and improve heat rate. As a result, HFO consumption can be reduced by 10-15%, potentially leading to an annual savings of INR 7 Cr. We have initiated trials of this system at our Bake Oven, which have already demonstrated promising outcomes.
In our efforts to reduce carbon consumption, we have developed an AI2O3/Sibased solution that moderate the oxidation of anode material. This innovation has the potential to cut carbon consumption at the pot line by 5 kg/MT. We have already conducted pilot trials and explored mechanised systems, both of which have yielded positive results for our operations.
Our Vunified: Enablon portal and mobile app is an innovative, single Health safety and Environment (HSE) digital platform that comprises seven key HSES modules.
Previously, we relied on various portals and even maintained some modules in hardcopy form. With the Enablon solution, we have successfully transitioned to a paperless and integrated platform.
All of our employees now have access to the system, allowing them to report incidents observations, safety rounds, safety interaction, etc. in the portal while area-wise in charges are assigned to validate and take appropriate action directly through the portal. This integration has brought all our sub-units and Vedanta units onto a single HSE platform, ensuring uniformity and streamlining operations. The platform also enables the sharing of HIPO incidents and learnings across Vedanta units for horizontal deployment.
The ability to generate reports in a variety of formats has significantly improved data retrieval and system tracking processes. The system’s userfriendly interface has ensured accessibility for both our employees and our business partner employees, promoting seamless collaboration. Through the implementation of the Enablon portal and mobile app, we have undoubtedly elevated the management and execution of our HSE operations to new heights of efficiency and effectiveness.
As part of our ongoing commitment to digital transformation, we have launched the Refractory App in this financial year. This cutting-edge application enables the digital monitoring of our refractory unit, effectively managing all refractoryrelated data, historical records, and trends.
Advantages of the Refractory App
 Real-time data analysis
Real-time data analysis Rapid data retrieval
Rapid data retrieval Centralised repository for furnace efficiency data
Centralised repository for furnace efficiency data Continuous monitoring capabilities
Continuous monitoring capabilities Transparent reporting
Transparent reporting Predictive analytics for furnace lining
Predictive analytics for furnace lining Generation of high-quality data
Generation of high-quality dataWe have partnered with Jawaharlal Nehru Aluminium Research Development and Design Centre, Nagpur, to automate the monitoring of bath parameters. Together, we have developed and installed an advanced bath sensor that measures critical parameters such as operating temperature, liquidus temperature, superheat, and excess alumina percentage. This collaboration exemplifies our culture of ‘Empower, Engage, and Inspire,’ significantly contributing to our digitalisation journey.
Benefits of the Bath Sensor

We developed and in-house mobile app for our employees to track and analyse aluminium smelting pots (electrolytic cells) which needs maintenance. We can now get real-time alerts in case there is any glitches enabling us to make instant decisions. This also allows us to real time monitoring of burner controller and water used to cool down the metal for making finished product in cast house further leading to efficient fuel consumption and enhanced product quality.
We took several initiatives under our “DIGIFIN BALCO - Digital transformation of Finance program” where with strong governance we look forward to strengthen our monitoring process, reducing turnaround time of financial processes and eliminate opportunity for errors.